Welcome: Jinhu Fuda Machinery Co., Ltd.
Language:
 ∷
∷

∷
∷
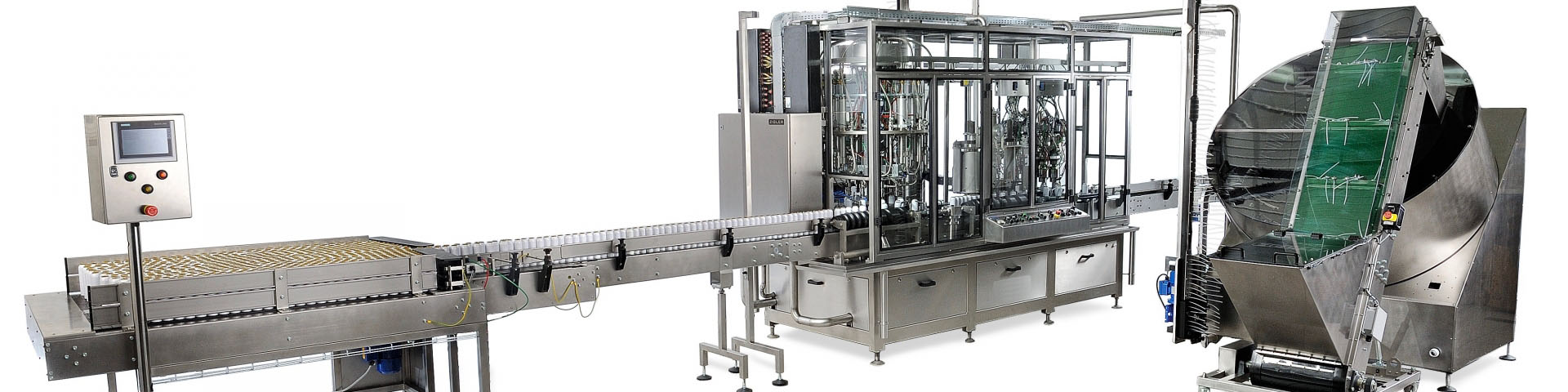

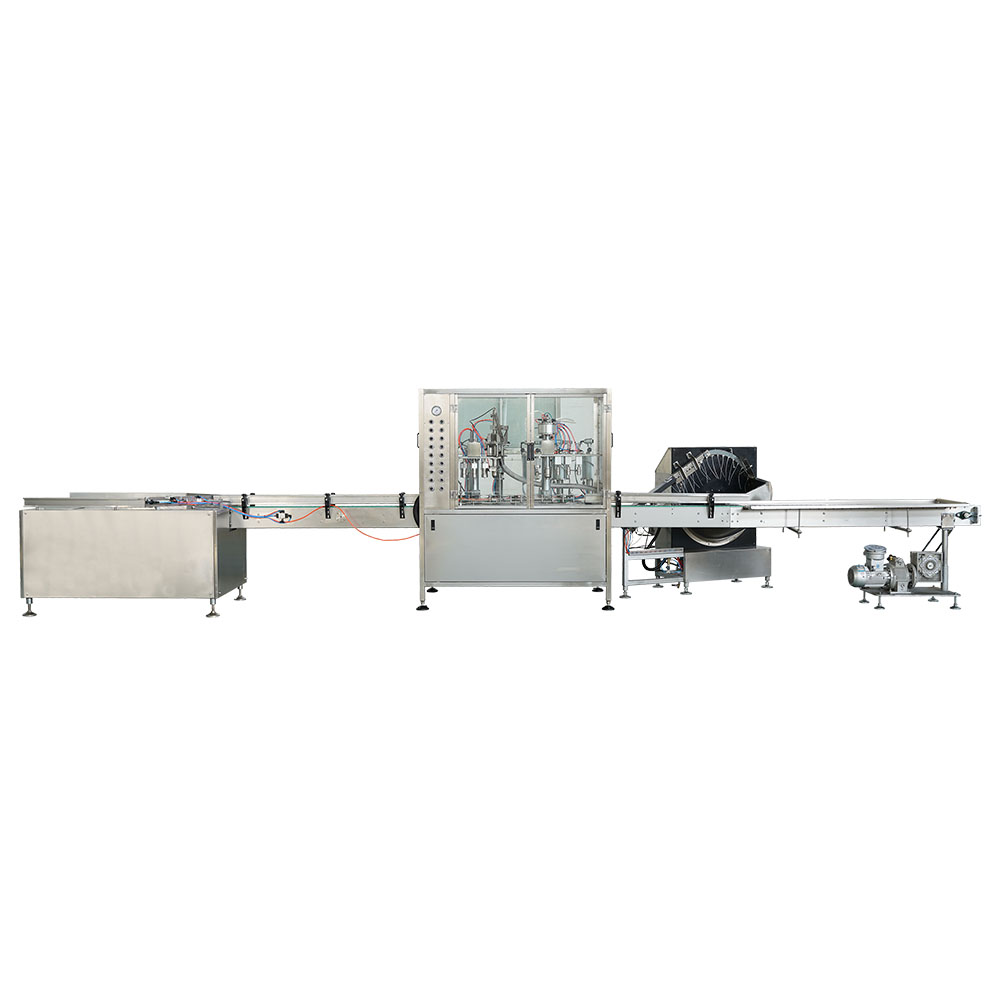
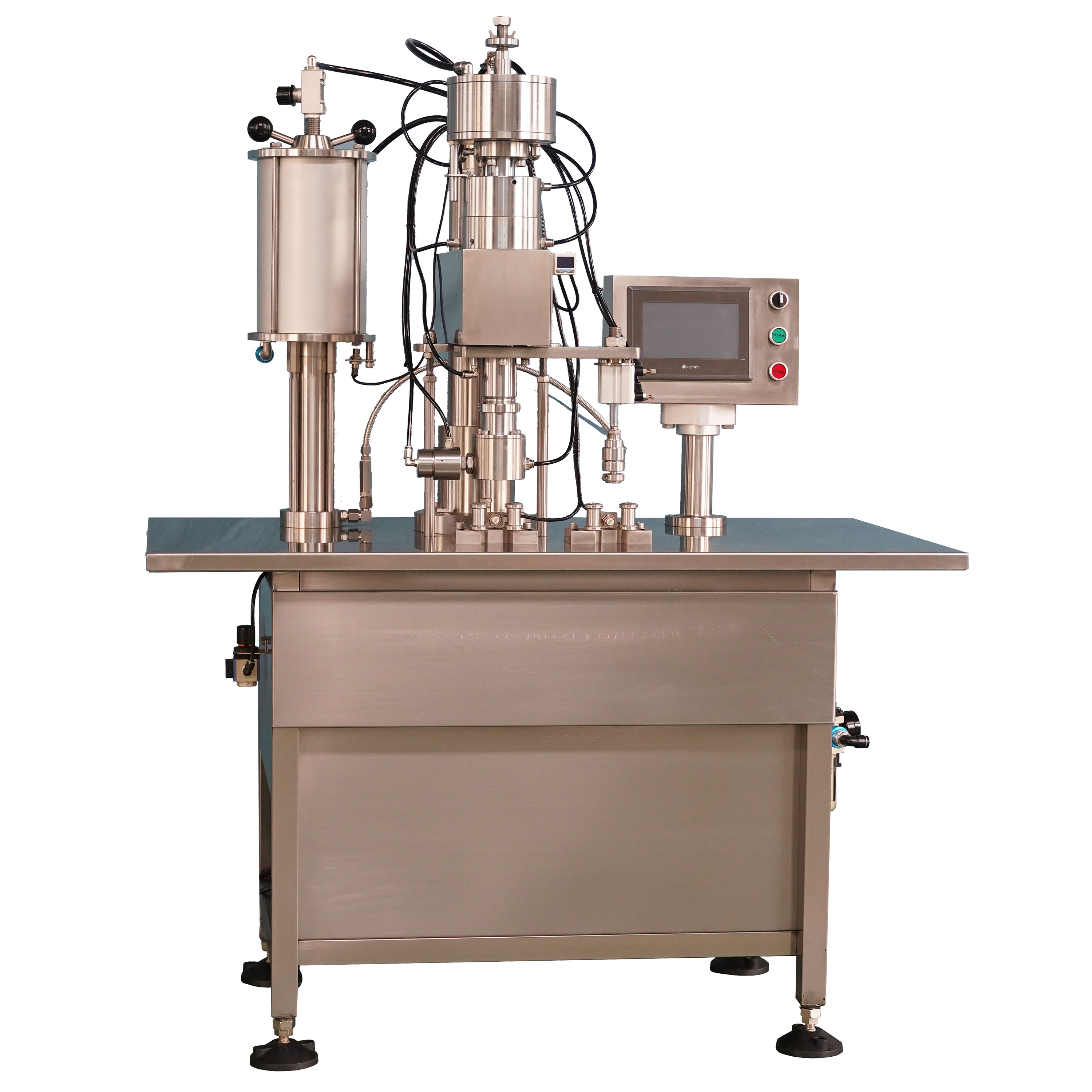
Jinhu Fuda Machinery Co., Ltd. is aerosol filling machine, aerosol filling equipment specific manufacturer, China spray packaging industry group member units. The company engaged in aerosol filling equipment development 10 years, has accumulated abundant technical force and scientific management system, advanced production facilities, perfect detection means, excellent after-sales service, make our products all over the Kyushu, cross door going abroad, by the user's general times from. The company to develop and produce first-rate aerosol filling machine, aerosol filling equipment as its mission, to customers as the center, pay more attention to the quality of products, customers design and manufacture the most practical equipment, to meet the needs of different manufacturers, different products and different users. The company's products within one year free warranty, life-long maintenance. Have professional engineers and technicians to install and debug, free training operators...
VIEW ALL